
Complete Guide to Casting Processes
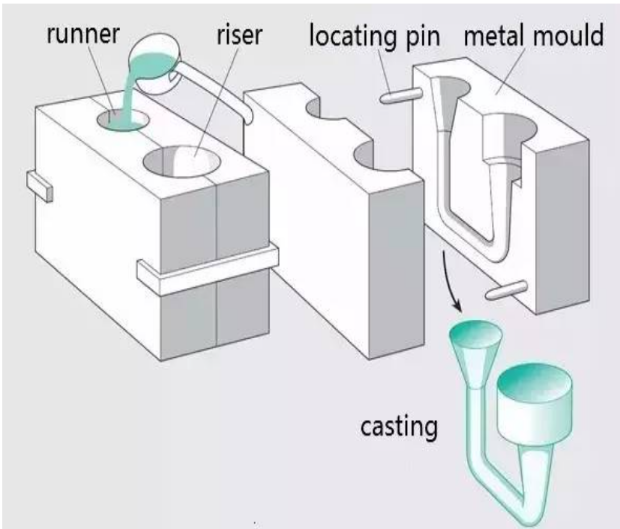
The production method where molten metal is poured into a mold cavity matching the shape and dimensions of the part, allowed to cool and solidify to obtain a blank or part, is commonly referred to as Metal Liquid Forming or Casting.
Process flow:Liquid metal--Mold filling--Solidification&shrinkage--Casting.
Process Characteristics:
1.Capable of producing parts with arbitrarily complex shapes, especially those with complex internal cavities.
2.High adaptability; not restricted by alloy type; casting size almost unlimited.
3.Wide range of material sources; scrap can be remelted; low equipment investment.
4.High scrap rate; relatively low surface quality; poor working conditions.
Classification of Casting:
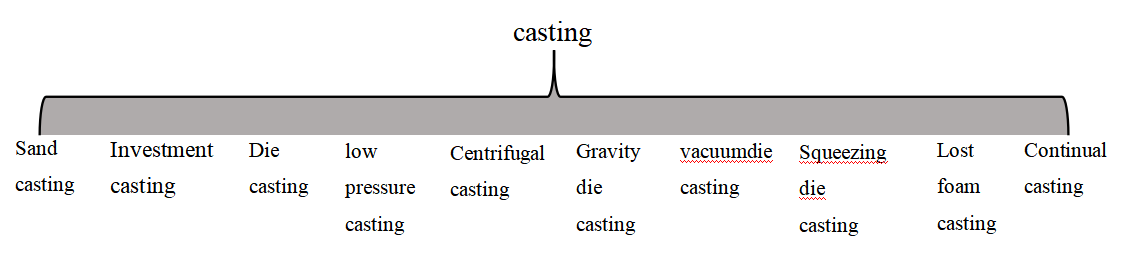
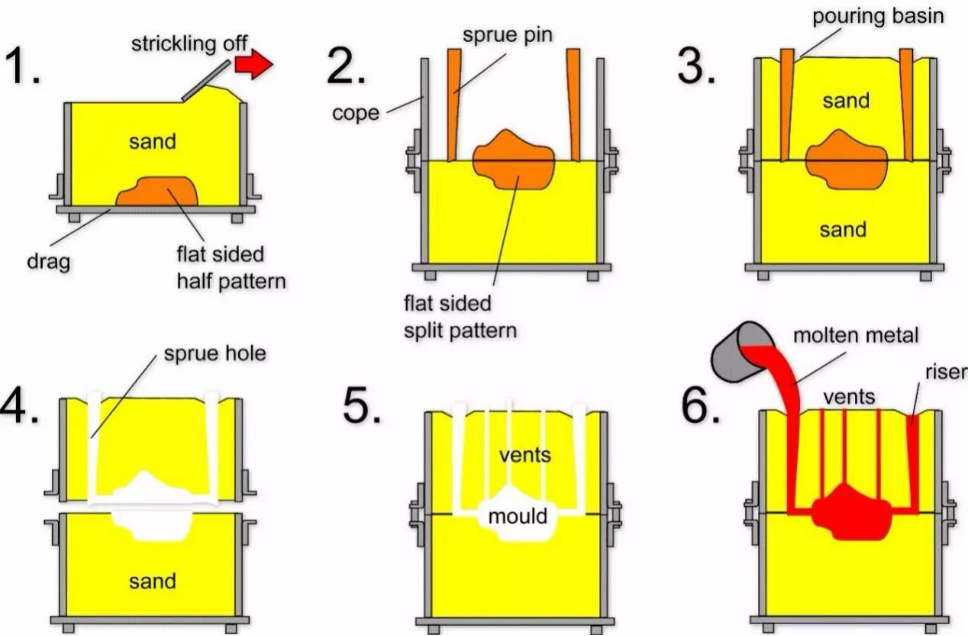
1. Sand casting;

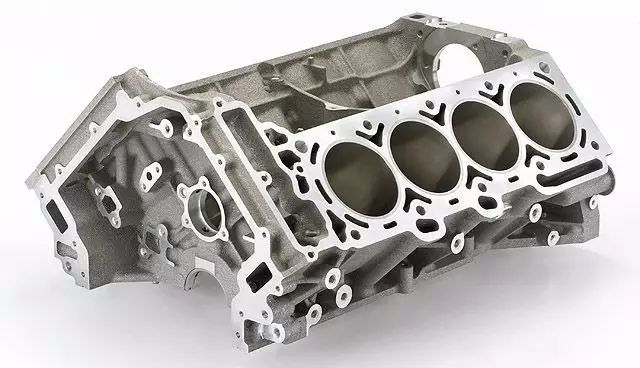
Sand casting : a casting method where castings are produced in sand molds. Steel, iron, and most non-ferrous alloy castings can be obtained using sand casting.
Process flow:
Technical Characteristics:
1. Suitable for producing blanks with complex shapes, especially those with intricate internal cavities.
2. Wide adaptability and low cost.
3. For materials with very poor plasticity, such as cast iron, sand casting is often the only viable forming process to manufacture parts or blanks.
Application: Engine blocks, cylinder heads, crankshafts, and other castings for automobiles.
2. Investment casting;

Investment casting: typically refers to a casting method where a pattern is made from fusible material, coated with multiple layers of refractory material to form a shell, the pattern is then melted and drained out, resulting in a mold without a parting line. After high-temperature firing, the mold is ready for sand filling and pouring. Often called "Lost-Wax Casting"
Process Characteristics:
Advantages:
1. High dimensional and geometric accuracy.
2. High surface finish.
3. Capable of casting parts with complex external shapes, with no restrictions on the alloy cast.
Disadvantages: Complex process steps and relatively high cost.
Application: Suitable for producing small parts with complex shapes, high precision.
3.Die casting;

Die casting: a process where molten metal is forced under high pressure at high speed into a precision metal mold cavity. The metal solidifies under pressure to form the casting.
Process characteristics:
Advantages:
1. Molten metal subjected to high pressure and flows rapidly.
2. Good product quality, stable dimensions, and good interchangeability.
3. High production efficiency; die casting molds can be used many times.
4. Suitable for mass production with good economic benefits.
Disadvantages:
1. Castings are prone to fine pores and shrinkage porosity.
2. Die castings have low plasticity and are not suitable for impact loads or vibrating conditions.
3. For high-melting-point alloys, mold life is low, limiting the expansion of die casting production.
Application: Die castings were first used in the automotive and instrument industries and have since expanded to various sectors including agricultural machinery, machine tools, electronics, defense, computers, medical devices, watches, cameras, and daily hardware.
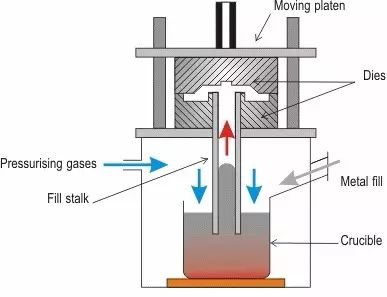
4.Low pressure casting;

Low pressure casting : a method where liquid metal fills the mold under relatively low pressure (0.02~0.06MPa) and solidifies under pressure to form the casting.
Process flow:
Technical Characteristics:
1. Pressure and speed during pouring can be adjusted, making it suitable for various mold types (e.g., metal molds, sand molds), casting different alloys and castings of various sizes.
2. Uses bottom gating for filling; metal flows smoothly without splashing, minimizing gas entrapment and erosion of mold walls and cores, improving casting yield.
3. Castings solidify under pressure, resulting in a dense microstructure, sharp outlines, smooth surfaces, and higher mechanical properties. Particularly advantageous for large thin-walled castings.
4. Eliminates the need for feeding risers, increasing metal utilization to 90-98%.
5. Low labor intensity, good working conditions, simple equipment, easy to mechanize and automate.
Application: Primarily used for traditional products (cylinder heads, wheel hubs, cylinder frames, etc.)
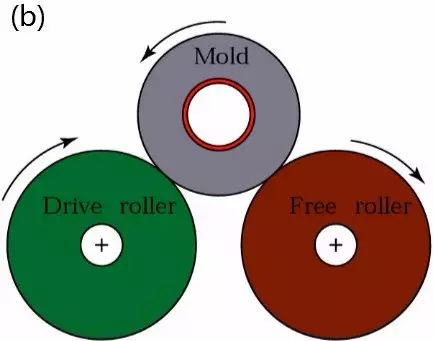
5. Centrifugal casting;

Centrifugal casting: a casting method where molten metal is poured into a rotating mold and fills the mold under centrifugal force, solidifying into shape.
Process flow:
Process characteristics:
Advantages:
1.Almost eliminates metal loss from gating and riser systems, improving yield.
2. Cores are often unnecessary for producing hollow castings, significantly improving metal filling capability for long tubular castings.
3. Castings have high density; defects like pores and slag inclusions are reduced; mechanical properties are high.
4. Facilitates the manufacture of composite metal castings like cylinders and sleeves.
Disadvantages:
1. Has limitations for producing irregularly shaped castings.
2. Internal hole diameters are inaccurate; internal surfaces are relatively rough, of poorer quality, requiring larger machining allowances.
3. Castings are prone to gravity segregation (density segregation).
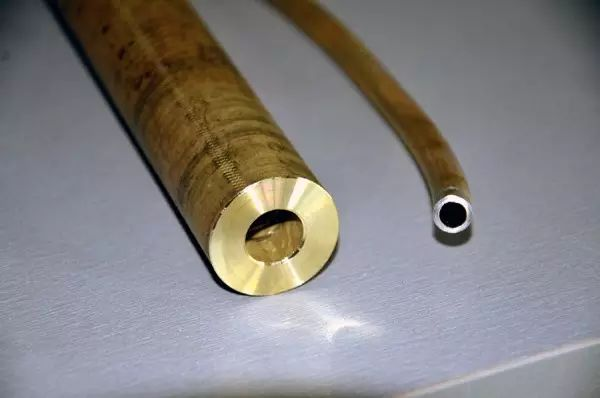
Application: Centrifugal casting was first used to produce cast pipes. It is widely used domestically and internationally in industries like metallurgy, mining, transportation, irrigation machinery, aerospace, defense, and automotive to produce steel, iron, and non-ferrous alloy castings. Centrifugal cast iron pipes, internal combustion engine cylinder liners, and bushings are among the most common applications.
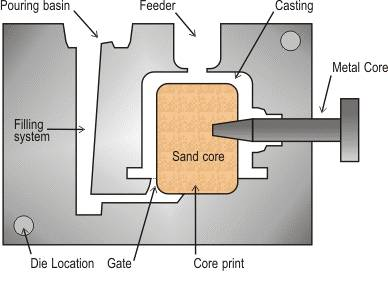
6.Gravity die casting;

Gravity die casting:a forming method where liquid metal fills a permanent metal mold under gravity and solidifies within the mold to obtain a casting.
Process flow:
Process characteristics:
Advantages:
1. High thermal conductivity and heat capacity of the metal mold lead to fast cooling, resulting in a dense casting microstructure with mechanical properties about 15% higher than sand castings.
2. Capable of achieving castings with high dimensional accuracy and low surface roughness, with good quality stability.
3. Reduced or eliminated use of sand cores improves the environment, reduces dust and harmful gases, and lowers labor intensity.
Disadvantages:
1. The metal mold itself is non-permeable; measures must be taken to vent air from the cavity and gases from cores.
2. The metal mold lacks collapsibility (yield), making castings prone to cracking during solidification.
3. Long manufacturing cycle and high cost for metal molds. Therefore, good economic results are only evident in high-volume batch production.
Application: Suitable for mass production of complex-shaped non-ferrous alloy castings (like aluminum, magnesium) and also for producing castings and ingots of ferrous metals.
7.Vacuum die casting;

Vacuum die casting: an advanced die-casting process that eliminates or significantly reduces porosity and entrapped gases in die-castings by evacuating gases from the die cavity during the die-casting process, thereby enhancing the mechanical properties and surface quality of the castings.
Process Characteristics:
Advantages:
1. Eliminates or reduces internal pores in die castings, improving mechanical properties, surface quality, and plating/coating performance.
2. Reduces cavity back pressure, allowing the use of lower specific pressure and alloys with poorer casting properties; enables casting larger parts on smaller machines.
3. Improves filling conditions, enabling casting of thinner sections.
Disadvantages:
1. Complex mold sealing structure, difficult to manufacture and install, resulting in higher costs.
2. Effectiveness is not significant if the vacuum die casting process is not properly controlled
8.Squeezing die casting;

Squeezing die casting: a method where liquid or semi-solid metal solidifies and flows under high pressure to directly obtain a part or blank. It offers advantages like high liquid metal utilization, simplified processes, and stable quality, making it an energy-saving metal forming technology with potential application prospects.
Process flow:
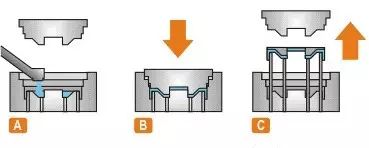
Direct Squeeze Casting: Spray coating → Pour alloy → Close mold → Apply pressure → Pressure holding → Release pressure → Open mold → Eject blank → Reset.
Indirect Squeeze Casting: Spray coating → Close mold → Feed material → Fill cavity → Apply pressure → Pressure holding → Release pressure → Open mold → Eject blank → Reset.
Technical Characteristics:
1.Can eliminate internal defects such as pores, shrinkage cavities, and shrinkage porosity.
2.Low surface roughness and high dimensional accuracy.
3.Helps prevent casting cracks.
4.Facilitates mechanization and automation.
Application: Can be used to produce various alloy types, such as aluminum, zinc, copper alloys, and ductile iron.
9.Lost foam casting;
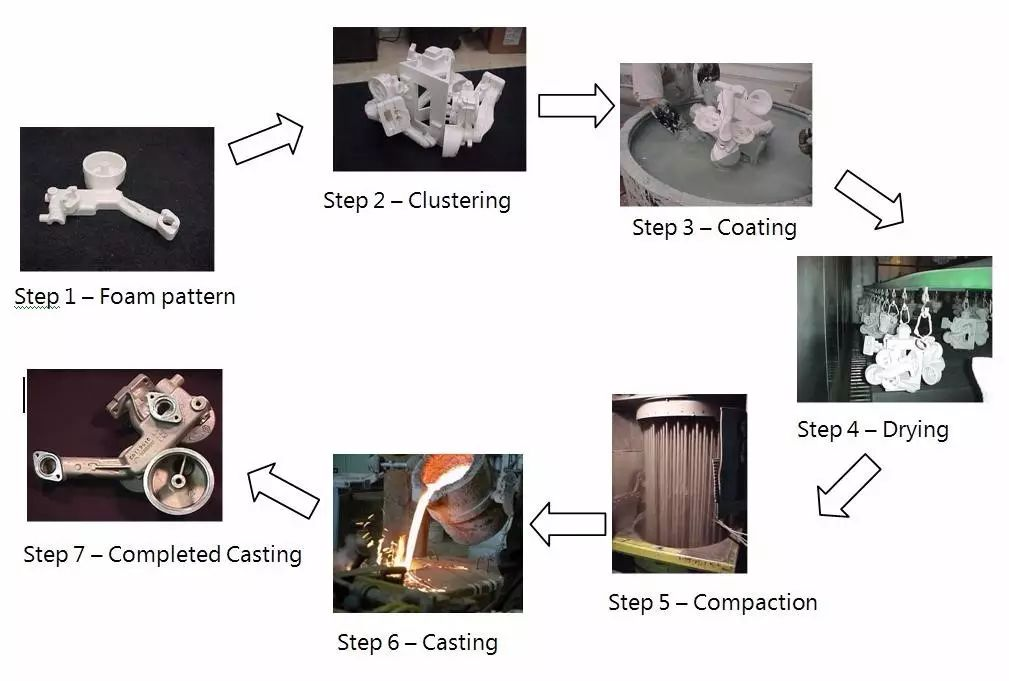
Lost foam casting : a modern casting method where patterns (wax or foam) matching the size and shape of the casting are assembled into clusters, coated with refractory paint, dried, and embedded in dry quartz sand for vibration compaction. Pouring occurs under negative pressure, causing the pattern to vaporize. The liquid metal occupies the pattern's position, solidifying and cooling to form the casting.
Process flow: Pre-expansion → Pattern molding → Dip coating → Drying → Molding → Pouring → Shakeout → Cleaning.
Technical Characteristics:
1.High casting accuracy, no sand cores needed, reducing machining time.
2.No parting line, offering flexible design and high freedom.
3.Clean production with no pollution.
4.Reduces investment and production costs.
Application: Suitable for producing various sizes of precision castings with complex structures, with no restrictions on alloy type or production volume. Examples include gray iron engine blocks, high-manganese steel elbows.
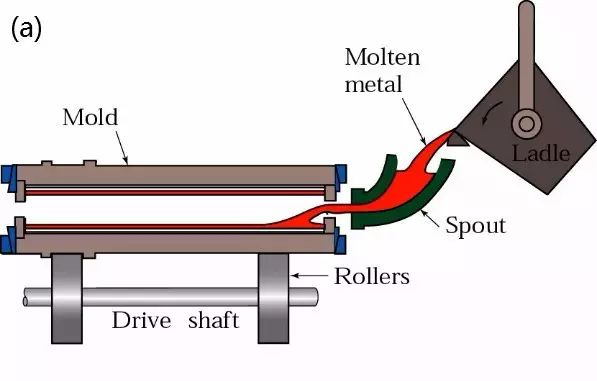
10.Continual casting;
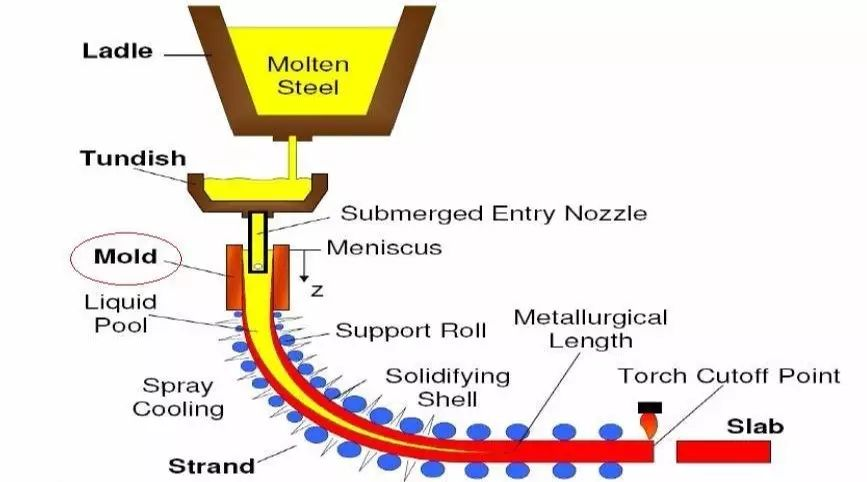
Continual casting: an advanced casting method where molten metal is continuously poured into a special metal mold called a mold (crystallizer). The solidified (shell-formed) casting is continuously withdrawn from the other end of the mold, allowing for castings of indefinite or specific lengths.
Process flow:
Technical Characteristics:
1.Rapid cooling results in dense crystallization, uniform structure, and good mechanical properties.
2.Saves metal and improves yield.
3.Simplifies processes by eliminating molding and other steps, reducing labor intensity and significantly decreasing required production space.
4.Continuous casting production is easily mechanized and automated, enhancing efficiency.
Application: Used to cast long products with constant cross-sections, such as ingots, slabs, billets, and tubes, from steel, iron, copper alloys, aluminum alloys, magnesium alloys, etc.