Keywords: carbon defect, cold partition, wrinkled skin, lost foam casting, melting, coating
Abstract:Look at the waste, find out the reason, find out the method to solve the problem, then, standardize the process discipline, make the enterprise benefit to a new level. This paper summarizes the causes of common defects in lost foam casting, such as carbon defects, cold insulation, wrinkled skin, surface meat, slag entry, sand entry, collapse box, sticky sand, indentation and mouse bite marks, and puts forward solutions.
1 Principles and solutions of carbon defects
Carbon defect is a special defect in lost foam casting, which is characterized by plastic foam melting products remaining in the casting, occupying the molten iron position and causing carbon defects. The reasons are as follows:

Figure 1
1.1 Insufficient negative pressure
A. Process design is not enough: some enterprises one-sided control of sticky sand, negative pressure design is too low, such as : gray iron castings with-0.03Mpa, thin-walled parts barely delivered, thick parts because of more gasification, negative pressure pumping can not produce carbon defects.
Solution: Modify the process to improve the vacuum in the box.
B. Equipment defects
1) Sandbox air leakage: the sandbox has wire air leakage sound under the negative pressure. Although the vacuum degree of the negative pressure surface of the main pipeline is very high, the negative pressure in the sandbox is not enough, and the foam gasification cannot be pumped, forming a carbon defect.
Solution: welding sand box.
2) The blocking of sand box yarn net prevents negative pressure from exhausting foam gasification, resulting in low negative pressure in the box and forming carbon defects.
Solution: Replace sandbox gauze.
3) The cross-sectional area of the negative pressure pipe in the sand box is small and the pumping flow is not enough. Although the vacuum degree of the negative pressure meter of the main pipe is very high, the negative pressure in the sand box is insufficient and the carbon defect is formed due to the insufficient pumping of foam gasification.
Solution: Increase the cross-sectional area of pumping pipeline
a. Pipe thickening
b. Increase negative pressure suction pipes.
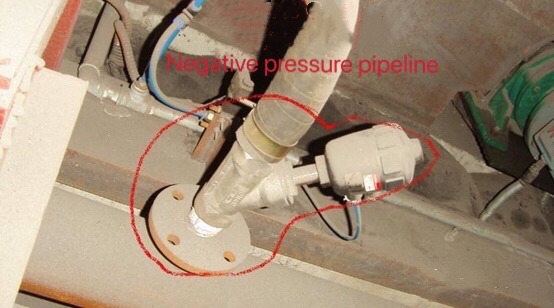
Figure 2
4) Automatic negative pressure docking device offset leakage, resulting in low negative pressure in the box.
Solution: Check negative pressure docking device.
5) Water shortage of water circulation vacuum pump: Anhydrous seal causes low negative pressure.
Solution: Check water supply.
6) There is casting waste (plastic film) at the mouth of the sandbox. The mixture of iron and sand) makes the plastic film seal not strictly the sand box, and leaks during vacuum, forming carbon defects.
Solution: cleaning up the upper mouth of the sand box pouring garbage.

Figure 3
7) Air leakage occurred at the interface of rubber pipe, sand box and negative pressure valve, and the negative pressure in the box was reduced to form carbon defects.
Solution: plastic film plugging.
8) The plastic film is pumped into the main pipe to block the flow of air and form carbon defects.
Solution: once found that the vacuum degree of negative pressure pipeline is not enough, other reasons are excluded, check the sand filter tank.
1.2 Insufficient negative pressure caused by pouring process
(1) The plastic film at the bottom of the gate cup was scalded when the molten iron was poured, which reduced the negative pressure in the box, Form carbon defects.
Solution: the bottom of the gate cup with mud strip isolation plastic film, avoid scalding plastic film.
(2) When pouring, the ladle does not align the gate cup, so that the molten iron is sprayed outside the gate cup. Due to insufficient sand thickness, the molten iron is scalded to break the plastic film, which reduces the negative pressure in the box and forms a carbon defect.
Solution: Increase the thickness of loose sand, liquid iron pouring at the gate cup.
(3) When the casting speed is slow or the flow is broken, a large amount of air enters the cavity, so that the plastic foam liquefaction is oxidized and a large amount of gas is produced. The negative pressure extraction flow cannot catch up with the amount of plastic foam gas, so that the excess gasification occupies the position of molten iron and forms carbon defects.
Solution: When pouring, molten iron should always be filled with gate cup. (or direct runner)
1.3 Solution to excessive carbon content in molten iron: reducing carbon equivalent.
1.4 Excessive density of white mold
In order to pursue the surface quality of white mold, the density control of white mold is neglected.
Solution: Control pre- density and drying process.
1.5 Poor permeability of coatings
Solution: Replace coating formulation or use commercial coating.
2 Generation principle and solution of cold shut defect
Cold separator is caused by the low temperature of molten iron, resulting in casting pressure leakage and poor surface quality. The low temperature of molten iron is caused by the following three aspects.
2.1 Temperature of molten iron is low before pouring
Casting performance: casting large area cold shut.
Solution: Raise pouring temperature.
2.2 Unreasonable pouring operation leads to too fast cooling of molten iron on castings
(1) The casting flow rate is slow: the molten iron flowing in at the beginning of casting should melt the runner part and lose a lot of heat! The molten iron flow to any part of the casting is cold shut.
Solution: Speed up the pouring speed without reverse injection.
(2) Cut-off during pouring: After the flow of molten iron is cut off, the molten iron is poured to cool down first, and then if the molten iron cannot be melted with the original molten iron, cold insulation will appear.

Figure 4
Solution: avoiding flow interruption.
(3) Reverse spraying: due to the fact that the cluster is not dried or the density of the foam is too large or the permeability of the coating is poor, reverse spraying occurs during pouring, which affects the normal pouring of the runner, resulting in a small flow rate of molten iron or a flow break, and the cold partition of the casting occurs.

Figure 5
Solution: Increase drying time of cluster Reduce foam density. Increase coating permeability.
2.3 Irrational design of gating system
The introduction position of the ingate is unreasonable, so that the molten iron flow channel is too long, and the casting appears cold shut.
Solution: Correctly design gating system and add cold liquid storage bag.
3 Generation principle and solution of wrinkle defect
Wrinkles are caused by poor melting of two or more molten iron butt joints (also known as the opposite fire), and serious cavities appear. Casting pressure leakage.
 Figure 6
Figure 6

Figure 7
A. Casting too fast, molten iron spatter rolls up foam, forming carbon slag affecting molten iron melting.
Solution: Controlling pouring speed. Appropriate blocking of flow. Increasing negative pressure is not appropriate to solve wrinkle defects.
B. Low molten iron temperature and poor butt melting of the two strands of molten iron.
Solution: Increase the pouring temperature wrinkles and cold shut in common: is low temperature defects, the difference is: high temperature cold shut without wrinkles.
4 The principle and solution of casting surface multi-meat defects
The surface of lost foam casting is smooth and smooth, which is the common desire of customers and foundry manufacturers. If the process control is improper or the production management is out of control, there will be toad-like papules on the surface. Acupuncture, Casting surface defects such as mosquito bite package. It affects appearance quality and increases grinding workload.
4.1papular defects
The papular defect was caused by three times of foaming caused by temperature out of control during drying of foam or cluster. Features are: the surface of casting bead-like uniform bulge, like toad skin-like papules, bulge area is large and dense, bulge upper smooth without spines, if shell castings, bulge part in the outer surface.
Solution: Control oven temperature to avoid local overheating.
4.2 Acupuncture defects
The needle defect is caused by the high negative pressure, which is widespread on the surface of the casting. If it is a shell casting, the internal and external surfaces of the bulge are evenly distributed, and the upper part of the bulge has a burr.
Solution: Control negative pressure.

Figure 8
4.3 Package defects
 Figure 9
The cladding defect is formed by excessive hot and humid blistering after the coating enters the drying room. The surface of the casting is like a package after mosquito bites, which is visible inside and outside the casting.
Solution: when the cluster surface coating moisture less, then close the oven door heating.
4.4 Garbage defects
The garbage defect is due to the foam garbage generated by the foam when polishing the burr of the fly edge is adsorbed on the foam due to electrostatic reasons. When the foam is dipped, the plastic foam garbage is released by water in the foam and mixed with the upper layer of the coating. When the plastic foam garbage is less, the casting is not obvious, and the accumulation of more time will affect the appearance of the casting.
Its characteristics are: foam garbage piled into a certain area, with the whole bead shape of iron beans.
Solution: A Filter paint.
B Blow out foam garbage on the white film air before coating.
4.5 Surface Defects Caused by Coatings
Fermentation of coating causes foaming on the surface of the yellow mold, and there are papules on the surface of the casting. The difference between the three foaming papules is that the foaming is not dense.
Solution: A Coatings should be used up in time.
B Replace coating formulations or use Sanmenxia Sunshine Coatings.
5 The principle and solution of slag defect
The slag (foam plastic carbon slag wrinkled skin), there are the following several: slag (refractory aggregate and slag). Covering agent residue. Paint residue. Mud, etc.
5.1 Slag entry produced in smelting process
A. Medium frequency furnace waste contains metal rust and refractory slag and aggregate slag. The shape of casting is irregular slag hole, the slag is black, and the aggregate slag is white.
Figure 9
The cladding defect is formed by excessive hot and humid blistering after the coating enters the drying room. The surface of the casting is like a package after mosquito bites, which is visible inside and outside the casting.
Solution: when the cluster surface coating moisture less, then close the oven door heating.
4.4 Garbage defects
The garbage defect is due to the foam garbage generated by the foam when polishing the burr of the fly edge is adsorbed on the foam due to electrostatic reasons. When the foam is dipped, the plastic foam garbage is released by water in the foam and mixed with the upper layer of the coating. When the plastic foam garbage is less, the casting is not obvious, and the accumulation of more time will affect the appearance of the casting.
Its characteristics are: foam garbage piled into a certain area, with the whole bead shape of iron beans.
Solution: A Filter paint.
B Blow out foam garbage on the white film air before coating.
4.5 Surface Defects Caused by Coatings
Fermentation of coating causes foaming on the surface of the yellow mold, and there are papules on the surface of the casting. The difference between the three foaming papules is that the foaming is not dense.
Solution: A Coatings should be used up in time.
B Replace coating formulations or use Sanmenxia Sunshine Coatings.
5 The principle and solution of slag defect
The slag (foam plastic carbon slag wrinkled skin), there are the following several: slag (refractory aggregate and slag). Covering agent residue. Paint residue. Mud, etc.
5.1 Slag entry produced in smelting process
A. Medium frequency furnace waste contains metal rust and refractory slag and aggregate slag. The shape of casting is irregular slag hole, the slag is black, and the aggregate slag is white.

Figure 10
B. Hot melt of ladle refractory (slag also called sugar slag), casting surface presents black slag.

Figure 11
C. Covering agent slag is the use of perlite as covering agent or slag remover, thermal expansion, falling on the top of the ladle or molten iron surface, with molten iron into the cavity, casting surface is white spherical slag hole solution:
1. Using slag cotton to stop slag,
2. Using teapot bags to isolate slag,
3. The upper part of the ladle is blown clean with compressed air before pouring.
4. Draining slag at the mouth of the ladle with a small iron rod.
5. Use efficient slag remover in furnace and ladle.
6. Using ceramic filter or fiber filter to isolate slag.
7. Design of casting system for slag inclusion.
8. When teapot ladle is used, before each ladle is poured, the ladle slag is cleaned or a small amount of molten iron is poured out to make the slag flow out with the molten iron.
5.2 Paint (or mud) residue
A. Solutions to coating floatation resulting from damage to coating layer by local collapse : see local collapse
B. Due to the hollow straight runner inner diameter hot adhesive bonding not firmly into the coating, the solution: strict foam process.
C. Plastic foam castable cup coating layer is broken with molten iron into the cavity.
Solutions: The plastic foam gate cup was brushed 2-3 times more than the foam, or the refractory ceramic gate cup was used.
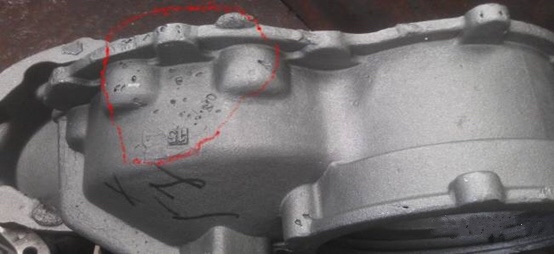
Figure 12
Characteristics: The shape of coating slag is thin-walled, and the color is gray-black.
D. Slime entry is due to the sealing pouring cup with mud stick suspended in the gate, by molten iron into the cavity, slag hole shape is mud stick, color is gray black.
Solution: After the pouring cup is put, the mud strip suspended in the inner mouth of the straight runner is cleaned.。
