Application of casting filter screen in sand casting process
Keywords:
filter
sand casting process
purification effect
2021-09-22 09:09
44998
小中大
Abstract: As a metal liquid filtration technology, the application of filter screens in the sand-casting process is a relatively mature process. The use of filters can prevent defects such as inclusions and play a very important role in improving the quality of castings. However, in order to improve the purification effect of the molten metal, many further studies are needed in the process of applying the filter. Therefore, this research starts from the causes of inclusions, the purification mechanism of the filter, the function and use of the filter, and the hazards of the residue of the filter, in order to provide a reference for the foundry enterprises to apply filter technology more rationally. The casting filter is usually a net-like structure, an open-type, non-metallic liquid metal purification device with a required pore size, which has a higher porosity and a larger slag collecting surface area, and can reduce the flow through the filter. The turbulent Reynolds number of the metal surface of the net makes the filling more stable and reduces the occurrence of secondary oxidation slag in the mold. For some castings that require high surface quality and good compactness, in order to prevent inclusions and improve the internal quality of the castings, it is very necessary to install a filter in the gating system. Especially in the fields of small and medium-sized castings such as automobiles, high-speed railways, machine tools and hydraulic parts, the purification effect of the filter has been generally recognized by the majority of foundry workers, and the method of use has become increasingly mature. In this context, in addition to the filtering capacity (loading weight) of the filter and the expected filtering effect, we must design a process method that meets the casting production, select a suitable filter screen with mesh specification and size. While achieving short-term improvement results, it is also necessary to further study the problems of damage to the foundry ecosystem caused by the long-term, comprehensive, and large-scale use of filters, as well as the improvement and repair of the foundry ecosystem.
1. Reasons for inclusions in molten metal The causes of inclusions in molten metal can be summarized in the following main aspects through long-term production practices: 1)During the melting process of iron castings, a large number of metal and non-metallic inclusions will be produced in the molten metal due to the different sources of impurities in various furnace materials and some physical and chemical reactions in the melting process.In particular, the use of raw materials such as cast iron and scrap steel that have not been shot blasted and severely corroded pig iron and scrap steel has a greater impact 2)The tendency of inclusions in nodular cast iron and vermicular cast iron is more prominent than that in gray cast iron. The reason is that different degrees of magnesium slag will be produced in the process of spheroidization (vermicular) reaction. This slag is mainly composed of high melting point (≥ 2000 ℃) inclusions which are difficult to remove by the combination of sulfide particles and magnesium silicate micro film. At the same time, silicate slag film often appears together with MgS particle group. During spheroidization (creep), the reaction between MgO and SiO2 generates magnesium silicate under the strong deflagration of Mg; 3)The spheroidizing agent (vermicularizing agent) used, if the Si content is too high, the formed MgSO? is often proportional to the increase in Si content; 4)Inclusions such as MnS will also be produced with the change of S content before and after spheroidization ( vermicularization ) treatment; 5)The refractory materials of furnace lining and cladding fall into the metal liquid, and the metal oxides adhered to the refractory are easy to produce oxidation slag after remelting by high temperature metal liquid.
2. Purification mechanism of filter Due to the placement of a filter at the bottom of the gate cup, the cross gate or the direct gate of the sand mold, the metal liquid injected from the gate cup passes through the mold cavity can stay instantaneously, so that the low-density inclusions with slag as the main body can float and separate from the metal liquid. These inclusions can also produce deep adsorption effect when passing through regular or irregular meshes. This phenomenon can continue to purify the metal liquid before the gate cup is filled. Surface filtration (two-way filtration): Surface filtration is the common metal liquid purification function of all filters. Inclusions such as slags that do not float up or are floating with larger surface areas are captured on the surface of the filter when molten metal passes through the filter. Moreover, the captured inclusions will form a smaller filter eye with the filter, and continue to capture the subsequent inclusions, thereby strengthening the filtering effect. However, at the same time of this surface filtration, with the decrease of pouring temperature of molten metal, the increase of viscosity, and the extension of pouring time, the mesh will be blocked to varying degrees, deteriorating the pouring condition. The role of internal filtering (ternary filtering): internal filtering is the unique metal liquid purification function of foam ceramic filter, which uses the channel of three-dimensional structure to absorb and block the capture of inclusions. At the same time, the solid ceramic filter has a similar ‘ coherent correspondence ’ relationship with the inclusion, which can produce an adsorption effect on the inclusion. Inclusions that are not filtered by surface filtration are repeatedly contacted and collided with the filter mesh skeleton with large surface area when the metal liquid passes through its internal tortuous channel, thus being adhered and removed. At the same time, since the main SiC on the surface of the filter framework was oxidized to extremely thin glass SiO? in the roasting process, this layer of SiO? was softened by the heat of the metal liquid in the filtering process, which further produced the adsorption effect on the inclusion, making it difficult to escape the inclusion contacted and impacted with the filter framework, thus producing the effect of internal filtering.
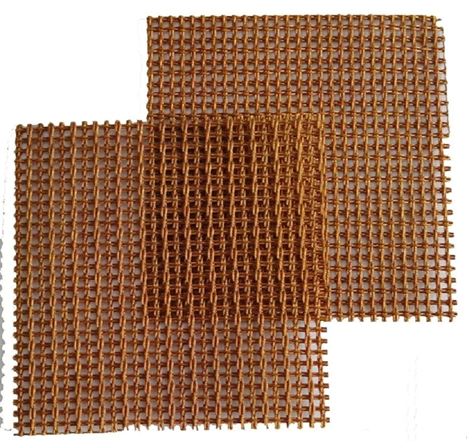
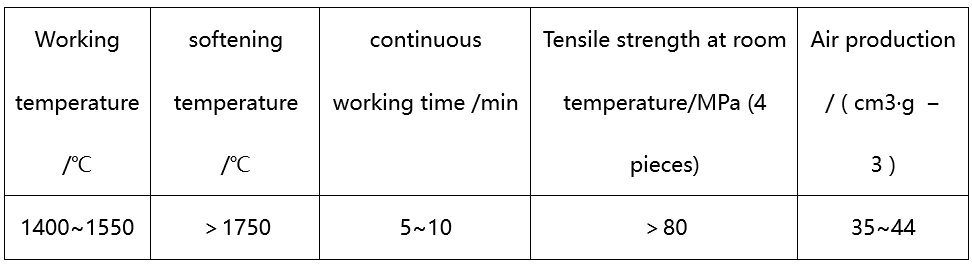
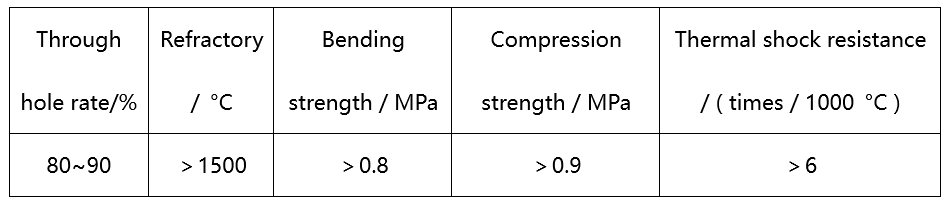
3. Classification and characteristics of filter network In the process of cast iron production, foam ceramic filter, fiber filter and honeycomb ceramic straight hole filter should be the most. Through long-term production practice comparison, the three kinds of filters have different characteristics. 1)Fiber filter mesh: It is a mesh with certain stiffness, which is made on the basis of high silica glass fiber mesh cloth and die yarn mesh cloth as the substrate surface, coated with high temperature resistant coating and special drying treatment. It has the effect of mechanical interception and rectification of dross, and can filter out inclusions larger than the mesh size. Compared with the ceramic foam filter, the fiber filter does not have the slag blocking effect that produces deep adsorption effect, so the purification effect of fiber filter on metal liquid is general. The biggest advantages of the filter are simple fabrication, light weight, low price, almost no cavity space, no ignition, low gas production, and resistance to metal melt erosion. In addition, the size can be cut on demand according to different casting methods and gating system types. Can be used for non-ferrous alloy casting, can also be used for cast steel and cast iron. General fiber filter process performance as shown in table 1. Table 1 Process performance of fiber filter 2)Foam ceramic filter: Polyurethane foam is cut into the required shape ( generally block and round ), and then put into the ceramic slurry to fully soak, to be adhered evenly and then dried and roasted. The filter has a skeleton structure of ternary mesh with continuous pores, about 85 % of the porosity, and has a skeletal surface area when contacting with metal liquid, which can produce deep adsorption effect. Therefore, the slag filtering effect is obvious. The process performance of foam ceramic filter is shown in table 2. Table 2 Process performance of foam ceramic filter 3)Honeycomb ceramic straight-hole filter: a high strength filter made of mullite (cordierite) ceramic material is designed to ensure the balance between strength and metal flow. It has very high working strength at high temperature, thermal shock resistance and metal liquid thermal shock resistance. It has high room temperature strength and mechanical shock resistance, and generally does not appear rupture and damage during transportation and use. It can effectively reduce the metal liquid turbulence caused by pouring and make filling smooth. It has a large metal flow rate, and the flow rate is relatively stable. Even if the inclusion content in the metal liquid is large, the filter network is not easy to be blocked in the use process. Can be widely used in non-ferrous alloy and black metal casting process.
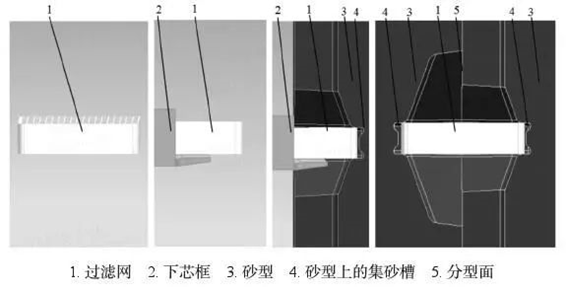
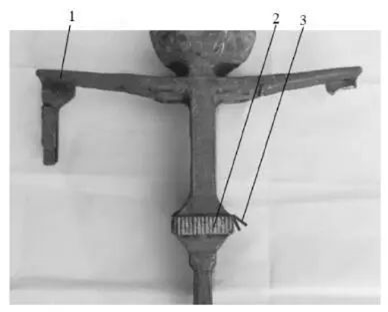
4. Selection and use of filters When selecting the filter, it is necessary to select the appropriate filter type and mesh size and size specifications according to the casting alloy type, the filtering ability of the filter (pouring weight) and the expected filtering effect. Consideration should also be given to the cleanliness of the various burdens used in the smelting process, the content and nature of the actual inclusions in the molten metal and the effects of the fluidity and filling capacity of the molten metal. Because the casting speed of the filter is generally 10 % ~ 25 % slower than that of the non-filter, the filter with large mesh and high pass rate is used for the shell, exhaust pipe and thin-walled and complex castings requiring rapid casting. In order to prevent the metal liquid from turbulence after filtration, semi-closed or open gating system is generally used. There are multiple placement methods of horizontal, vertical and tilt in the gating system. In order to improve the filtering effect and reduce the cost of using the filter, a filter can be placed under the gate cup. When multiple filters need to be placed horizontally at the bottom of the direct gate, group placement should be considered. One mold should be placed vertically on the runner near the casting. In order to avoid the casting speed greatly slowed down and the pouring temperature dropped too fast due to the placement of filter, it is necessary to strengthen the slag removal operation of metal liquid before pouring and the control of metal liquid temperature. In addition, in order not to produce extrusion sand drop and metal liquid leakage in the casting process at the cavity after the filter is placed, and to avoid the slow casting speed, the following points must be noted in the casting process scheme: 1)When the filter is set in the cross runner, it should be placed near the casting position as far as possible. The gate size below the filter should be as short as possible, and the shape should be as simple as possible, so that the metal liquid flows into the cavity uniformly, and the process yield can also be improved. 2)When a filter is set up in the direct gate, it shall be set as far as possible at the bottom of the direct gate or near the ingate area. If the size of the direct gate is too large or the difference between the ladle and the filter is too large, in order to prevent the metal liquid from directly scouring the sand near the filter and the filter, the direct gate may be slightly staggered. 3)The model size of the filter should be designed to be about 1mm larger than that of the filter, in order to keep a reasonable gap, and set up a sand collecting groove on the filter seat, so that the filter can be completely placed on the filter seat and the sand squeezing phenomenon does not occur after closing the mold. If the filter is used in the vertical parting process, the clamping effect between the filter base and the filter must also be considered. Therefore, the clamping surface of the filter base should be set to the same size or interference fit. 4)In order to prevent the low casting speed and improve the filtering effect, the runner size before and after the acceptance of the filter must be appropriately expanded in proportion to ensure that the filtering area is 2 ~ 3 times the cross-sectional area of the straight runner or cross runner. In the vertical parting process (such as DISA line), in order not to affect the production efficiency, simple, rapid and accurate placement of the filter, the filter can be placed in advance on the lower filter frame, and then with the sand core down into the mold. If there is no sand core in the sand mold, the filter frame can be designed separately for placing the filter. Generally, the process of placing the filter in the vertical parting process is to first place the filter in the fixed position of the lower filter frame, and then start the lower core machine. The lower filter frame driven by the lower core machine automatically places the filter in the positive pressure plate side cavity. At this time, the clamping surface in the cavity will clamp the filter on the filter base. After the lower filter frame is removed from the original position, the back pressure plate model is closed to complete the whole modeling and placing of the filter. The process is shown in Figure 1. Fig 1: Vertical parting process of filter placement
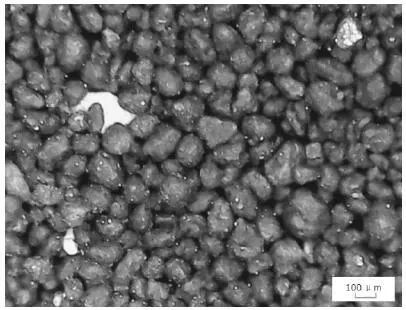
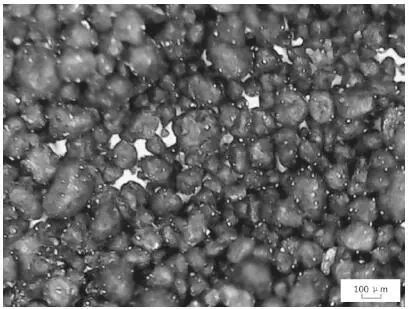
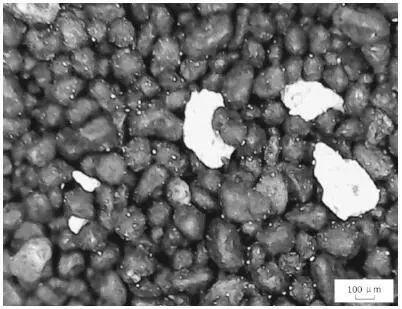
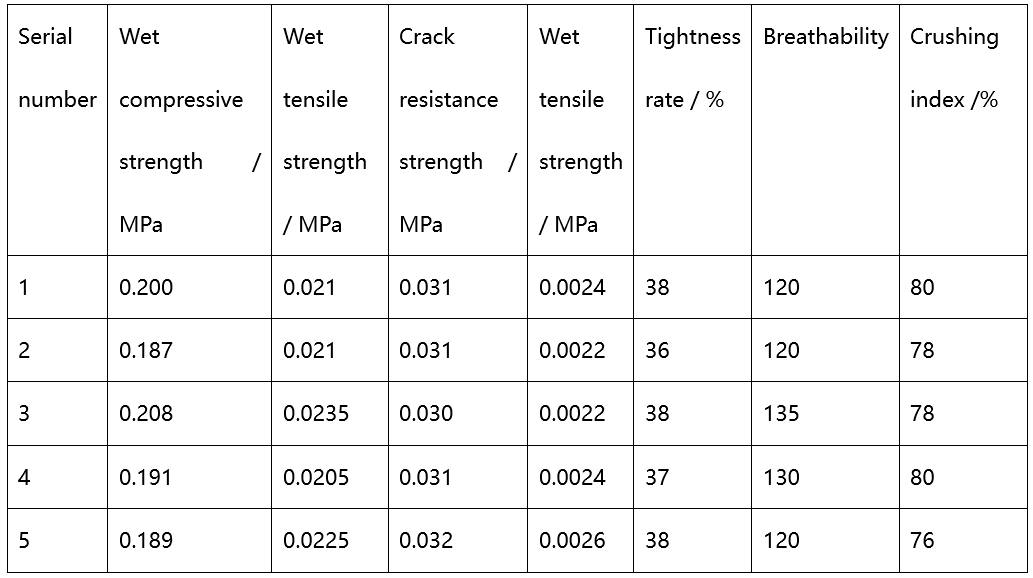
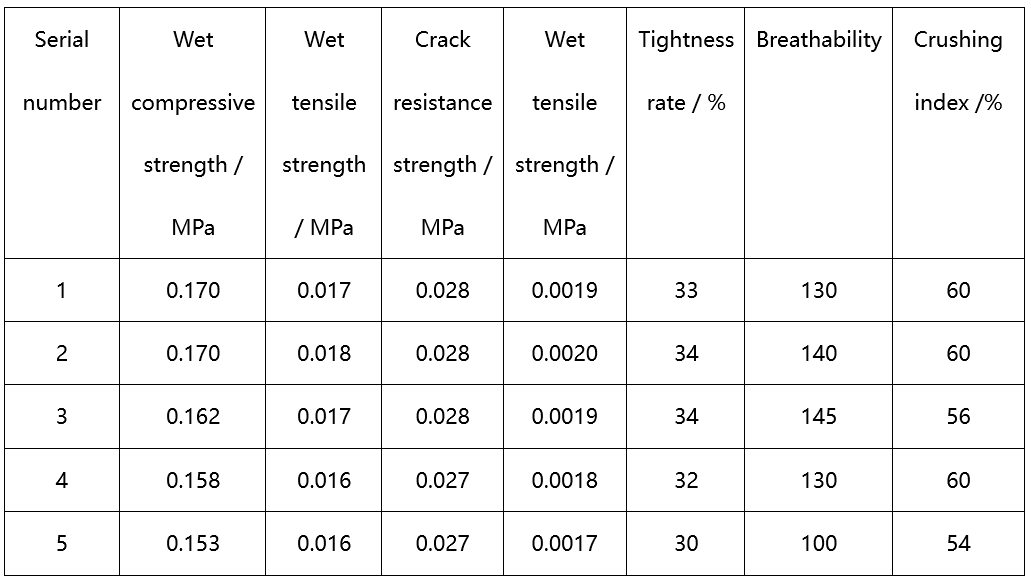
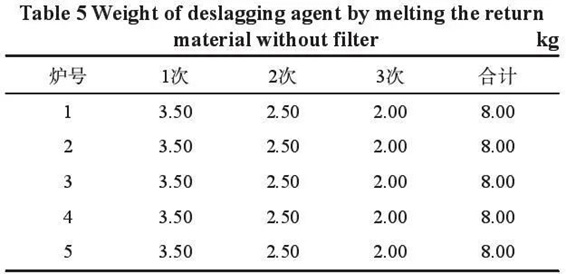
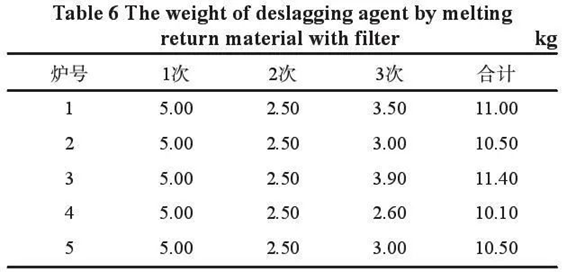
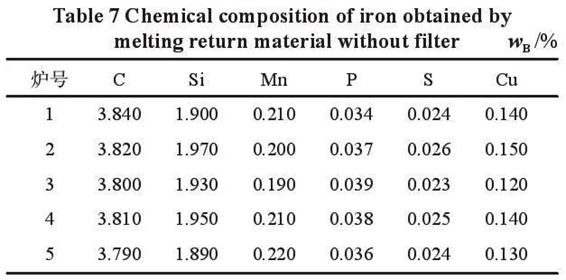
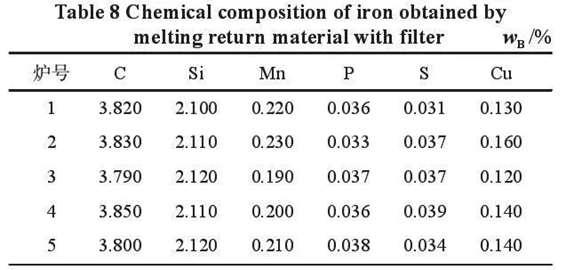
5. Harm and improvement of filter residue In the long-term casting process, a large number of filters are used. After pouring, the contact between the filter and the high temperature metal liquid is seriously burned and crushed, and the residue of the filter will directly enter the recycled sand. The quality of the recycled sand is deteriorating, which affects the overall performance of the wet molding sand. It can be seen from Fig. 2, Fig. 3 and Fig. 4 that the residual states of the three kinds of filter residue in the recycled sand are respectively. The filter mesh is directly contacted with the high-temperature metal liquid. After solidification, it will become a part of the furnace charge. These filter mesh residues that are difficult to be removed in the furnace charge will also continue to increase the difficulty of smelting and slag removal, and have serious erosion consequences on the lining, and ultimately affect the comprehensive quality of metal liquid. Filter residue that is difficult to remove by shot blasting is shown in Figure 5. Fig 2: Fiber filter residue in recycled sand Fig 3: Foam ceramic filter residue in recycled sand Fig. 4: honeycomb ceramic straight-hole filter residue in recycled sand Fig 5: Filter residue difficult to remove by shot blasting 5.1 Test scheme A casting workshop is equipped with two DISA casting production lines with the same sand treatment system, melting, pouring and sand falling equipment. The long-term production process of Line 1 is relatively complex and a large number of castings are used screen are used in the pouring system. The long-term production of Line 2 is relatively simple and does not use the filter screen. The specific test scheme is as follows : 1)In the normal production process of the workshop, the recycled sand with relatively consistent moisture content recovered by the sand falling machine was used as the raw material for sand mixing in line 1 and line 2, respectively. The bentonite and coal powder with the same type and specification were used as auxiliary materials, and the sand was mixed under the guidance of the same sand treatment operation instruction. At the same time in the 1 # line and 2 # line production of the same kind of casting ( note : the same product, mold has two sets, one set of mold is the left side of the casting, the other set of mold is only arranged on the right side of the casting ). At 30 min, 60 min, 90 min, 120 min and 150 min after the start of production, five groups of molding sand samples were randomly selected at the end of the sand conveying belt that is about to enter the automatic molding room above the DISA molding machine of line 1 and line 2, respectively, for testing the molding performance. 2)In the 1 # line and 2 # line, respectively, using the blast furnace material which has been processed by the shot blasting machine and the surface cleanliness is relatively consistent as the smelting raw material, using the same type and specification of pig iron, scrap and so on as the auxiliary material, under the guidance of the same smelting operation guidance. Above the medium frequency induction furnace of 1 # line and 2 # line, the metal liquid of the first furnace, the second furnace, the third furnace, the fourth furnace and the fifth furnace which meet the requirements of the chemical composition and temperature of the product are sampled. Each furnace takes a spectral test piece, and uses the same spectrometer to detect the chemical composition of a total of 10 samples of the two lines. 3)Similarly, above the medium frequency induction furnace, the amount of slag remover used in each of the above five furnaces of metal liquid from the beginning of melting to the beginning of tapping was recorded. The first addition of slag remover to each furnace is conducted when all furnace charge in the furnace is melted from solid to liquid. After adding carbonizer in the furnace, waiting for 6 min of absorption and heating time, slag remover was added for the second time for slag removal. Before discharging, in order to ensure the purity of metal liquid, slag remover was added for the third time to remove slag in the furnace. 5.2 Comparison of test results Through the comparison of sand mixing test, using the recycled sand with long-term use of the filter, using the same raw material, ratio, mixing equipment and mixing method of sand mixing, and comparing the performance of molding sand mixed with the recycled sand without the use of the filter, it can be seen from Table 3 and Table 4 that the performance of molding sand in each of the five groups of the two lines is very different, especially the strength and compaction rate are very different. Table 3: Properties of molding sand mixed with recycled sand without filter Table 4: Properties of molding sand mixed with recycled sand using long-term filter Through the comparison of melting experiments, the same raw materials, ratio, slag remover, melting equipment and methods were used for melting the return charge with long-term use of filter. Compared with the metal liquid melted by the return charge without filter, under the condition of melting 4 t of molten iron in each furnace, it was found that the slag removal intensity of the return charge with filter increased during the melting process, and the difficulty was significantly improved. As can be seen from tables 5 and 6, the molten iron with the same tonnage, three separate slag removals and the same purity required for tapping was melted by the return burden with long-term use of filters. A total of 53.50 kg slag remover was used in five furnaces, with an average of 10.70 kg slag remover per furnace. Compared with the return burden melting without filters, a total of 13.50 kg slag remover was consumed in five furnaces, with an average of 2.7 kg slag remover per furnace. By comparing the chemical components, it can be seen from Table 7 and Table 8 that the chemical components of the two lines were significantly different from each other in five groups of data, mainly in the difference between Si and S. It is concluded that the raw iron liquid melted by the return charge with long-term use of filter mesh ( without spheroidization ) has the characteristics of increasing Si and S. Table 5: Weight of deslagging agent by melting the return material without filter Table 6: The weight of deslagging agent by melting return material with filter Table 7: Chemical composition of iron obtained by melting return material without filter Table 8: Chemical composition of iron obtained by melting return material with filter 6. Conclusion In the long-term casting process, a large number of filters are used, which can obviously improve the surface and inner hole defects of castings caused by inclusions. However, we often ignore the harm of the filter residue after pouring to the molding sand system, especially the deterioration of recycled sand and the pollution of metal recycled burden. Therefore, we must further study, through more methods to reduce, improve and repair the impact of filter residue. 1)Improve the composition of the filter to reduce the harm of the filter residue in the molding sand system and the return burden. 2)On the basis of screening large volume of filter residue by hexagonal screen before recycled sand enters the sand reservoir, the separation technology of filter in recycled sand and recycled burden is further studied. 3)From the perspective of sustainable development of casting, on the premise that no filter can be used to ensure the quality of castings, under the same production conditions, try not to use or reduce the use of filter. According to the purity of the furnace burden and the special requirements of specific castings and the actual molding sand performance, the characteristics of different furnace burdens and different castings can be distinguished, and the filter can be used step by step, small range, short-term, phased or periodic to reduce the harm of filter residue fundamentally.
Related downloads
Application of casting filter screen in sand casting process.pdf